

以下是:2025型号齐全#电解抛光液#直接报价的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 2000*700*800mm 类型 电解抛光去除焊点毛刺等 品牌 张家港灯鼎科技 型号 DD-805-2000A12V 可定制 是 包装 普通包装 2025型号齐全#电解抛光液#直接报价,前海灯鼎实业(新丰县分公司)为您提供2025型号齐全#电解抛光液#直接报价产品案例,联系人:楚先生,电话:【18018712562】、【18018712562】,发货地:宝安区沙井镇。 广东省,韶关市,新丰县 2021年,新丰县地区生产总值80.52亿元,比上年增长7.0%。其中,产业增加值15.96亿元,第二产业增加值25.12亿元;第三产业增加值39.44亿元,三次产业结构比重为19.8:31.2:49.0。
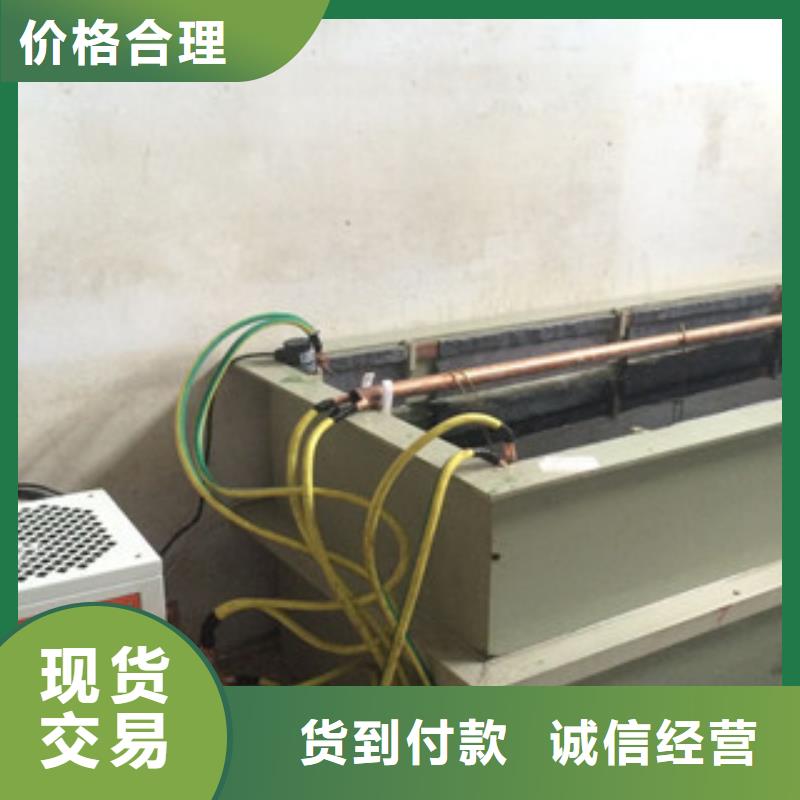
以下是我们上传的2025型号齐全#电解抛光液#直接报价实拍视频,您可以点击观看。以下是:2025型号齐全#电解抛光液#直接报价的图文介绍
一般来说,电抛光的阳极电流密度应选择在阳极极化曲线的D点附近,这时极化较大,并有一定量的氧气析出,抛光速度快,能使表面达到*的光洁度。电流密度,可光亮的表面,但是电流密度过高,则容易产生局部过热的烧焦和麻坑等现象;电流密度低于所需的极限时,金属表面易被腐蚀粗糙,不能达到抛光的效果。阴极材料电抛光的阴极一般都是铅板。采用不同的阴极材料时,所对应的电解液种类。从电流效率的观点来看,增大阴极面积是有利的,但是增大阴极面积会使六价铬还原成三价铬的速度加快,一般取面积比为阴极阳极-)即可极间距离在一般的电解处理中, 电流有易于在电极周围集中的倾向,这样在处理大平板状的材料时,周围部分要比中部易于光泽化。.
电解抛光注意事项:
1.工件下槽前不能有水迹,否则会使工件上产生麻点。
2.抛光液不可接触皮肤。
3.作业人员在操作时需要戴好劳动保护用具,必须避免药液与皮肤的接触。
4.废液在排放时需要加入片碱中和到中性(PH值为7)时排放。
5.本产品不燃不爆,但应避免阳光直射,不使用时封好盖后在45摄氏度以下存放。
1)新配置的电解液抛光后有点状的腐蚀出现,这主要是电解液配置后通电量不足,要继续通电电解处理呈绿色(俗称老化处理)。
2)新配置的电解液抛光面光泽不够理想,这是由于镍离子不足以及温度太低造成的,可以提高抛光温度可解决问题。
3)零件凹穴部分和挂具接触点附近有黑灰的的影形式由于零件的接触点与夹具间的有遮挡而切断了该部位上的电力线所致。只要改善调整正接触位置,祛除遮挡即可解决。
4)零件边缘有色条纹影或波纹,是由于电解液中阳极电流太小,电解抛光时间太长,电解液温度过高所致。只要缩短抛光时间,降低槽液的温度即可。
5)抛光后的零件表面模糊是由于电解液的密度太大,清洗不够。调整密度,用热水清洗。
6)出槽时抛光件表面有较大的凹坑和裂纹,原因是原表面本身有缺陷,粗糙度低。应加强毛坯的检查。
7)出槽时发现抛光面有缺口,特别是夹具与零件接触点附近和交界处的缺口,这是由于接触夹具与零件没有夹牢造成电火花击穿。只有将夹具与零件接触紧才可避免击穿现象发生。
8)零件出槽后悔发现抛光面上有密集而均匀的麻点,通常平面较多,而侧面较少,这是由于槽内的硫酸较多,阳极电流密度太大,温度太高,电解液密度太小造成。只要相应提高磷酸的含量,降低阳极电流的密度或降低温度即可解决。
定位:“ 电解抛光液和 电解抛光液解决方案的服务商。
使命:“提供前沿的 电解抛光液,服务超出客户的期望,不辜负客户的信任。
企业愿景:“成为员工自豪的企业,成为客户信赖的企业,成为社会尊重的企业。
价值观:“平等地尊重每一位员工,永远都把真相告诉公众,诚实守信是基本的准则。
经营宗旨:“员工满意、客户满意、股东满意、社会责任。
经营理念:“投入才有回报,信任才有忠诚,敬业才有尊重,主动才有创新。
前海灯鼎实业(新丰县分公司)【18018712562】在韶关市新丰县本地专业从事2025型号齐全#电解抛光液#直接报价,价格低,发货快,效果好 (广东省 韶关市 武江区、浈江区、曲江区、始兴县、仁化县、翁源县、新丰县、乐昌市、南雄市)可送货上门。










